通过认证
通过认证
“专营宝钢上钢五厂DSAMAX长寿命高强韧热作模具钢(电渣锻材),DSAMAX价格”参数说明
| 是否有现货: | 是 | 认证: | 国标 |
| 材质: | DSAMAX | 类型: | 热作模具钢 |
| 用途: | 锻造 | 型号: | DSAMAX |
| 规格: | ∅20-∅300 | 商标: | 国标 |
| 包装: | 捆包 |
“专营宝钢上钢五厂DSAMAX长寿命高强韧热作模具钢(电渣锻材),DSAMAX价格”详细介绍



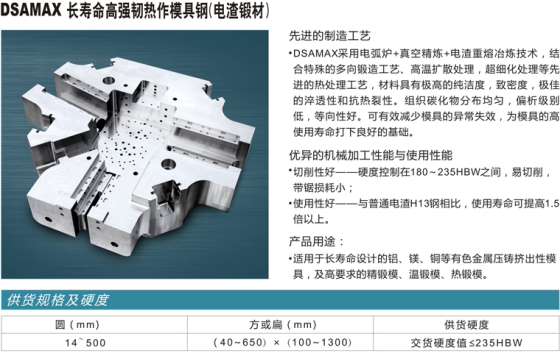
 DSAMAX热作模具钢1、采用最新的熔炼技术、合金元素最优重组,最Mo低Si;2、极佳的淬透性,回火抗力,抗热裂能力;3、高纯净度,内部偏析大大改善;4、优异的韧性和延展性且各向同性;5、优良的热处理尺寸稳定性;6、极佳的耐热冲击性,减少模具使用过程中开裂;7、产品质量严格执行北美压(NADCA)#207-2003标准。 DSAMAX热作模具钢,高强度长寿命铝、镁、铜等有色金属压铸模;高强度长、长寿命铝、镁、铜等有色金属挤压模;高强度长寿命、高要求的精锻模、温锻模、热锻模。 DSAMAX制造工艺具有真空精炼特殊电渣重熔工艺;‚特殊的多向锻造工艺;ƒ高温扩散、均质化和固熔、球化退火。DSAMAX淬火: 奥氏体化温度:1000-1030℃;预热温度:600-900℃通常至少分二段预热;第一阶段在600-650℃,第二阶段在820-850℃。保温时间=钢材中心部位达到奥氏体化温度后所需保持时间,钢材在淬火过程中必须加以保护以避免氧化剂脱碳。淬火速度应该越快越好,加快淬火速度将有利于模具性能的提高,尤其在提高模具韧性及抗热冲击开裂性能方面。当然在提高回火速度的同时也应防止模具因此造成的过程变形和开裂。 DSAMAX回火:根据所需硬度参考下列回火曲线图,选择适当的回火温度。压铸模具至少回3次,热锻、热挤模具至少回火二次,每次回火后必须冷却至室温,每次回火至少保温2小时。应避免在500-550℃之间回火,以避免回火脆性。 DSAMAX硬化及回火后的尺寸改变:模具在硬化及回火过程中受热应力及组织转变应力的影响会产生扭曲变形。模具若加工余量预留不足将使其在热处理过程中淬火速度较正常建议速度减缓。为预测正常淬火下模具最大的变形量,通常推荐在硬化处理之前,模具在粗加工和半精加工工序之间做应力消除处理。应力消除处理后的模具建议至少预留0.3%的加工余量以满足模具在快速淬冷时足够的变形余量。
DSAMAX热作模具钢1、采用最新的熔炼技术、合金元素最优重组,最Mo低Si;2、极佳的淬透性,回火抗力,抗热裂能力;3、高纯净度,内部偏析大大改善;4、优异的韧性和延展性且各向同性;5、优良的热处理尺寸稳定性;6、极佳的耐热冲击性,减少模具使用过程中开裂;7、产品质量严格执行北美压(NADCA)#207-2003标准。 DSAMAX热作模具钢,高强度长寿命铝、镁、铜等有色金属压铸模;高强度长、长寿命铝、镁、铜等有色金属挤压模;高强度长寿命、高要求的精锻模、温锻模、热锻模。 DSAMAX制造工艺具有真空精炼特殊电渣重熔工艺;‚特殊的多向锻造工艺;ƒ高温扩散、均质化和固熔、球化退火。DSAMAX淬火: 奥氏体化温度:1000-1030℃;预热温度:600-900℃通常至少分二段预热;第一阶段在600-650℃,第二阶段在820-850℃。保温时间=钢材中心部位达到奥氏体化温度后所需保持时间,钢材在淬火过程中必须加以保护以避免氧化剂脱碳。淬火速度应该越快越好,加快淬火速度将有利于模具性能的提高,尤其在提高模具韧性及抗热冲击开裂性能方面。当然在提高回火速度的同时也应防止模具因此造成的过程变形和开裂。 DSAMAX回火:根据所需硬度参考下列回火曲线图,选择适当的回火温度。压铸模具至少回3次,热锻、热挤模具至少回火二次,每次回火后必须冷却至室温,每次回火至少保温2小时。应避免在500-550℃之间回火,以避免回火脆性。 DSAMAX硬化及回火后的尺寸改变:模具在硬化及回火过程中受热应力及组织转变应力的影响会产生扭曲变形。模具若加工余量预留不足将使其在热处理过程中淬火速度较正常建议速度减缓。为预测正常淬火下模具最大的变形量,通常推荐在硬化处理之前,模具在粗加工和半精加工工序之间做应力消除处理。应力消除处理后的模具建议至少预留0.3%的加工余量以满足模具在快速淬冷时足够的变形余量。